Soldering is a quick, efficient method of joining metals permanently. Everyone who has the occasion to make electrical repairs should know how to solder. Electrical connections that are soldered are far less likely to come apart and will conduct electricity far better than connections that are only "pig-tailed" together.
The most popular (and preferred) method of soldering is with an electric soldering gun. Soldering irons are available in many sizes and wattage ratings. Irons with high wattage ratings deliver higher temperatures and recover lost heat faster. A small soldering iron rated for no more than 40 watts is recommended for home use, especially on electrical projects where excess heat can damage the components being soldered.
There are three ingredients necessary for successful soldering — proper flux, good solder and sufficient heat.
A soldering flux is necessary to clean the metal of tarnish, prepare it for soldering and to enable the solder to spread into tiny crevices. When soldering electrical work, always use a resin flux or resin core solder, which is non-corrosive and will not attract moisture once the job is finished. Other types of flux (acid-core) will leave a residue that will attract moisture, causing the wires to corrode.
Tin is a unique metal with a low melting point. In a molten state, it dissolves and alloys easily with many metals. Solder is made by mixing tin (which is very expensive) with lead (which is very inexpensive). The most common proportions are 40/60, 50/50 and 60/40, the percentage of tin always being listed first. Low-priced solders often contain less tin, making them very difficult for a beginner to use because more heat is required to melt the solder. A common solder is 40/60 which is well suited for all-around general use, but 60/40 melts easier, has more tin for a better joint and is preferred for electrical work.
Successful soldering requires that the metals to be joined be heated to a temperature that will melt the solder, usually somewhere around 360–460°F (182–237°C), depending on the tin content of the solder. Contrary to popular belief, the purpose of the soldering iron is not to melt the solder itself, but to heat the parts being soldered to a temperature high enough to melt solder when it is touched to the work. Melting flux-cored solder on the soldering iron will usually destroy the effectiveness of the flux.
| Fig. 1: These are several types of soldering guns and
irons
|
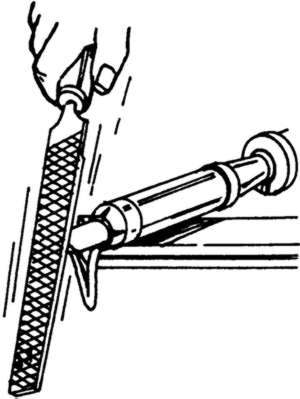
| Fig. 2: If necessary, dress a pitted tip with a
fine file
|
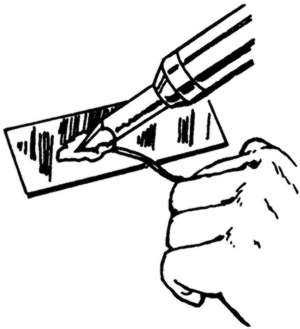
| Fig. 3: Tinning the soldering iron
|
| Fig. 4: Wipe the excess solder from the iron while
hot
|
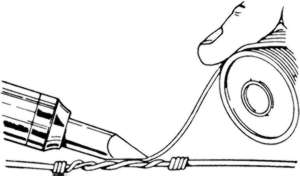
| Fig. 5: The correct method of soldering. Let the
heat transferred to the work melt the solder
|