| Fig. 1: Most pistons are marked to indicate positioning
in the engine. Usually, a mark indicates the side facing front
|
| Fig. 2: Installing a piston into the block using
a ring compressor and hammer handle
|
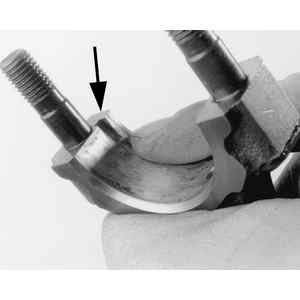
| Fig. 3: The notch on the side of the connecting rod
matches the groove on the bearing insert
|
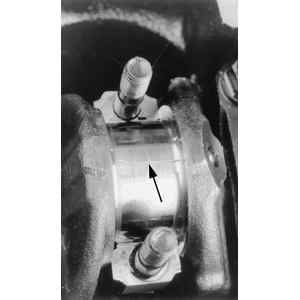
| Fig. 4: Apply a strip of gauging material to the
bearing journal, before installing the cap
|
| Fig. 5: Install the connecting rod cap with matchmarks
on the cap and rod aligned
|
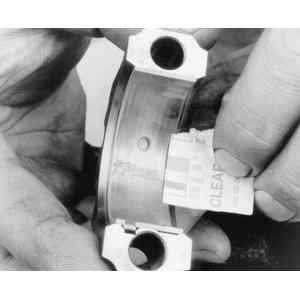
| Fig. 6: After removing the cap, compare the gauging
material dimensions with clearance specifications
|
NOTE: Even when the crankpin journal diameter surpasses minimum specifications, it is possible that bearing clearance is excessive. If the crankpin bearing oil clearance exceeds the maximum limit of 0.0039 in. (0.10mm), the journals must be machined and undersize bearings installed. If this work is necessary, it should be coordinated with a check of the crankshaft main bearings and journals, as well as end-play, as described later in this section.